Why Solving the Data-Protocol Puzzle Is Key for Smart Factories
There’s lots of talk about Industry 4.0, but how far are manufacturing companies truly advancing in their journeys toward digital transformation? With all the noise about smart factories and automation, you might think that everyone has it figured out—except for you.
But industry data from IoT Analytics, a provider of IoT market insights and competitive intelligence, proves otherwise. Its Industry 4.0 Adoption Report summarizes the industry’s adoption progress based on input from 500 senior manufacturing executives. The report tracks information about Industry 4.0 use cases, KPIs and skills gaps.
The majority of manufacturers (72%) do have a smart manufacturing strategy (or are currently implementing one), and 65% of manufacturers have or are currently implementing an IoT strategy. But these manufacturers are also dealing with technical challenges that stymie implementation.
The report shared 17 technical challenges of smart factory implementation and asked executives this important question: How much do each of these technical challenges inhibit you from scaling your smart factory projects?
From the list of 17 challenges, five were identified as being the biggest issues:
- Developing new applications
- Securing OT networks
- Interfacing with existing applications, such as MES and ERP systems
- Managing different data formats and protocols
- Interoperability and interfacing with OT networks
Belden partnered with IoT Analytics to bring you a webinar that examines these five obstacles and how to overcome them so you can create the smart-factory environments you need to build a better future. Watch the webinar here.
To give you a behind-the-scenes look at what we discussed during the webinar, this blog focuses on one of the challenges that senior manufacturing executives worry about most: managing different data formats and protocols (No. 4 on the list above).
The Relevance of Data Protocols in Smart Factories
To communicate, machines and equipment need to connect not only to the network, but also to each other to automate and optimize processes. Data protocols determine how these data “conversations” are exchanged between connected devices.
A machine’s protocol can determine things like:
- How to connect to the machine
- How to pull data from the machine
- The other machines it can “talk” to
- Types of available data
A machine’s data protocols can be standard/open (compatible with a larger array of devices and manufacturers) or proprietary (custom-built for a specific purpose, device or manufacturer).
Extracting Value from Two Types of Data
As more plants integrate data analytics and artificial intelligence (AI) into their workflows, these systems are hungry for data: Data is what enables these systems to offer valuable insights to help people make informed decisions.
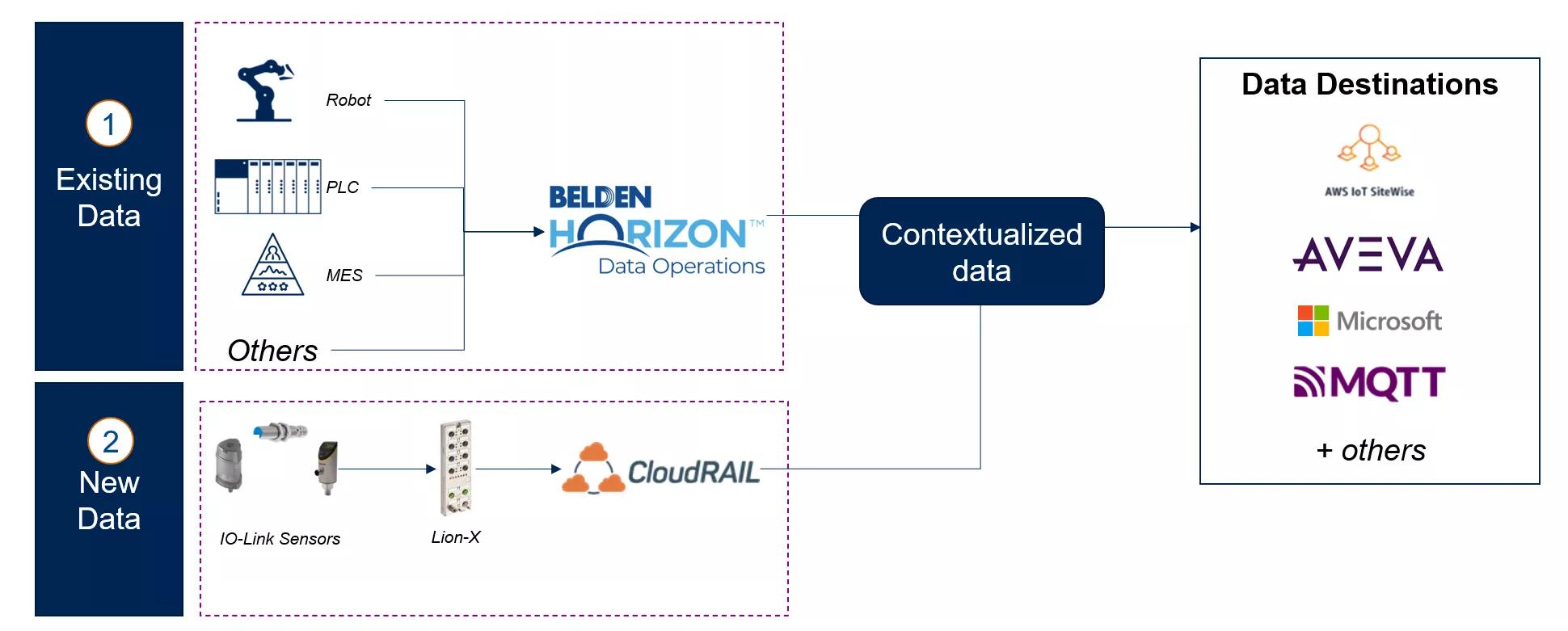
Most manufacturers have two types of data they need to feed to their analytics and AI systems:
- Existing data already available from machines.
- New data that needs to be collected with new types of sensors.
Existing data
First, let’s talk about existing data. There are many reasons why existing data isn’t being collected.
The equipment isn’t connected to the network or to other devices.
There are a wide variety of machine types on the plant floor. Some legacy equipment may not have the capability to connect to the network, and upgrades or investments in newer systems to make this possible are expensive. In other cases, some manufacturing plants haven’t taken the time to connect machines to the network. The machine is functioning and work is getting done, so connectivity hasn’t been a priority.
The data isn’t being converted (protocols aren’t being translated).
It’s not unusual to find different protocols inside a single manufacturing environment. These discrepancies can prevent assets from connecting properly.
When devices use different data protocols, it’s like they’re attempting to communicate using different languages. This can make translating, collecting and storing data expensive and challenging—which is why plant data often exists in siloes.
Consider all the equipment on a plant floor. When one machine uses Modbus and another uses PROFINET, the two machines can’t communicate back and forth, and accessing their data is difficult.
As more machines are brought into the plant to support new capabilities and enable growth, this communication problem only becomes more widespread. Making sure your equipment can communicate (making sure protocols are translated) is key to preparing your smart factory for the future.
The data isn’t being contextualized (it isn’t being associated with the right metadata).
Most plants have plenty of data, but the information isn’t contextualized—it’s just a bunch of numbers that don’t mean anything without metadata or other relevant details that help make it actionable. Your industrial data infrastructure must be able to help you understand the story your data is telling so you know how systems and processes are performing. This makes data easier to work with and more accessible to the people who need it.
Solution:
With Belden Horizon Data Operations, Belden helps companies bring existing data from their OT systems into software platforms so they can monitor operations, track performance metrics and analyze equipment data to prevent costly equipment issues and reduce production gaps.
New data
Now let’s talk about new data.
While existing data is information that already exists, new data is information you wish you had to fill in data blind spots—but it isn’t available to you today. This could be information about production processes, quality performance, energy use or other metrics.
Solution:
Using our LioN-X IO-Link masters and CloudRail gateway, Belden helps plants connect, convert and contextualize new data streams. The solution streamlines industrial data acquisition and preprocesses it locally before it’s seamlessly transmitted to the cloud. CloudRail acquires all your OT data and makes sure it’s ready for you to use and act on.
Learn More About Overcoming Technical Challenges of Industry 4.0
We’ve worked with many manufacturing plants that struggle with these problems—so we know exactly how to solve them.
Collecting data without the ability to bring it together and conduct proper analyses is a waste of resources and doesn’t provide you with a net gain in productivity, safety or profits.
If you want to learn more about how other plants are finding ways to manage different data formats and protocols—and explore solutions to the other technical challenges that prevent manufacturers from optimizing their smart factories—then be sure to watch our webinar.
Related Links
About the Author

Matthew Wopata is a Technical Product Manager for Industrial Edge Solutions at Belden. In his current role, Matthew develops and executes product strategy related to Belden’s Industrial Edge Solutions in cooperation with the sales, CIC, engineering, marketing, and corporate development business units. Prior to joining Belden, Matthew was a Principal Analyst – Industrial at IoT Analytics. He holds a BSc in Chemical Engineering and an MBA.