Industrial Wireless Network Design for Mobile ICS Monitoring
This article provides a concrete example of exactly how such a network was built for a large coal preparation plant in Northern China. The demands were high: over 4,500 networked devices, large indoor and outdoor areas, and extreme environmental conditions.
A large part of the secret to the high availability of the final network was good wireless network design combined with the right ruggedized products. Let’s take a look at this solution for mobile and remote system monitoring that resulted in better site management and faster troubleshooting.

The wireless network designed for this coal preparation plant supports mobile monitoring of 1,600 pieces of primary production equipment, 1,300 pieces of auxiliary equipment and 1,700 pieces of power distribution equipment.
Industrial Wireless Project Challenges
The goal of this project was to provide engineers the ability to remotely monitor and access the automation system using a tablet computer loaded with proprietary automation software. The engineers wanted to be able to check motors, PLCs, sensors, conveyor belts and other machine operations from any place in the facility.
The Control Center operators, on the other hand, wanted to be able to check with the engineers as they moved through the facility. They also requested that the engineers be able to transmit photos or video footage from any plant location.
The wireless requirements were determined by a team from Belden, working with a local site engineer and distributor. Their detailed analysis determined the wireless technical requirements to be as follows:
- Wireless coverage area signal level: -70dbm to -80dbm
- Signal to noise rate: 15-20db
- Required bandwidth: 2Mbps
- Ping packet delay: 64 bytes, 1500 bytes, 50ms, packet loss 1%
- AC+AP wireless network
- Wireless LAN products with ATEX Zone 2 approval
- Roaming time: 100ms
- Danger area switch with explosion-proof housing to meet Chinese MA certification standards for mining equipment
The Solution: Robust Network Backbone and Ruggedized Wireless Products
Belden engineers created an integrated wired and wireless network, using industrial layer 2 and layer 3 switches to build a Gigabit fiber backbone. The star topology design has a bandwidth of 1000 Mbps and connects all access points through Power over Ethernet (PoE).
A Wireless LAN Controller (WLC) provides an easy and consistent deployment of the access points.
The choice of access points was also based on the environmental conditions of their location:
| Environmental Condition | Equipment Approval Required | Hirschmann Products (Access Points) Used |
|---|---|---|
|
Combustible gases |
ATEX Zone 1 |
BAT300-F X2 |
|
Dust and/or water immersion |
IP67 |
BAT300-F |
|
Solid object intrusion and/or water spraying |
IP40 |
Bat300-R |
All of the Hirschmann BAT300 products support the latest wireless technologies according to IEEE 802.11 a/b/g/n to achieve higher performance.
The access points are either connected to RS32 switches where DIN-Rail mounting is required or to 19-inch rack-mount MACH100 switches supporting PoE to power the access points.
A central MACH1040 switch with layer 3 functionality connects the switched infrastructure with the control room.
To facilitate fast, error-free field commissioning of the equipment, the Industrial HiVision network management software is used. This product also plays a key ongoing role in supervising and maintaining the network.
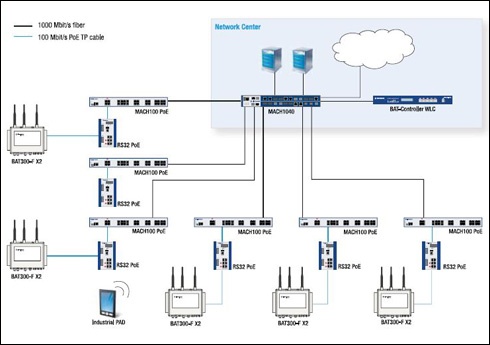
A simplified version of the final wireless and wired network for a Chinese coal plant is shown above.
Belden Provides Wireless Network Design Support
For this project a Belden team provided the customized network design and coordinated with the local distributor and site engineer to create a full implementation plan. For every obstacle Belden was able to work with the local team to identify possible solutions and select the best plan of action.
Preliminary network tests were done in Germany and in Suzhou, China. Then onsite installation and testing was provided, as well as follow-up support.
While this facility required a turnkey solution, there are many other ways Belden can work with you to assist with your wireless challenges. No matter the size of the project or the level of expertise of internal staff, we can adapt our services to meet your needs.
Industrial Wireless Solutions that Work
As this example shows, reliable and high performing WLANs for industrial facilities are in production today. The standards, technologies, products and services are all available to do it. If you think that a wireless remote or mobile monitoring application would benefit your facility, don’t hesitate to find out more about it.
Are you using wireless networks for automation system monitoring? Why or why not? I look forward to hearing from you.
Related Links
Industrial Wireless Resources
- Website: Belden Industrial Wireless Overview
- Blog: Oil Refinery uses Industrial Wireless for Remote Monitoring
Belden Ruggedized Products for Industrial Wireless
- YouTube video: Hirschmann OpenBAT-R: Wireless Industrial Ethernet Solutions
Belden Industrial Wireless Training and Assistance